

Restoring legacy turbo-machinery often presents critical engineering challenges, particularly when key aerodynamic components are degraded beyond the scope of traditional dimensional analysis.
Recently, a North American facility management group contracted our partner Blackstone, to execute an extensive rotor re-engineering project for a plant in North Carolina. The facility operates one of the largest grain drying complexes in the southeastern United States.
The scope of work required the complete redesign, manufacturing, and supply of a replacement rotor, navigating severe material loss that precluded standard reverse-engineering practices.
The equipment in question is a centrifugal compressor handling saturated steam deployed within an industrial grain drying process. Specifically, the unit is an Allis-Chalmers D16, an overhung centrifugal compressor configuration featuring a shaft with an open-type impeller.
The client required a replacement impeller to restore the unit to baseline operational capacity. However, because of the extreme erosion rate, the original trim of the impeller was completely unknown. The situation had become critical: the impellers were essentially being treated as consumables, suffering a service life of under one year before requiring complete replacement.
Upon receiving the damaged unit, the primary technical hurdle was immediately apparent: severe operational erosion. Prolonged exposure to the saturated steam environment had degraded the impeller to the extent that the original blade aerodynamic profile was completely lost. Subsequent thermodynamic analysis confirmed that this rapid erosion was driven by aggressive droplet formation during the compression process.
Because the blade geometry was no longer measurable, traditional reverse engineering via 3D laser scanning or CMM (Coordinate Measuring Machine) was unviable. The client required Blackstone and CST to execute a ground-up thermodynamic and mechanical redesign to manufacture a fully functional and compliant replacement rotor without relying on the original impeller dimensions.
To overcome the absence of existing blade geometry and address the short lifecycle of the component, the engineering team implemented a comprehensive redesign and optimization methodology:
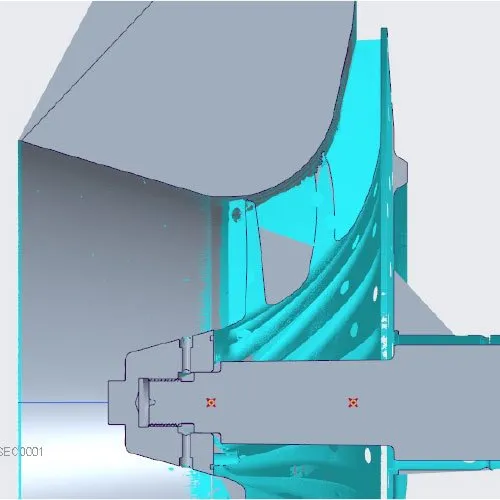
CST, in collaboration with Blackstone, captured the corresponding nozzle (static diaphragm) geometry to accurately redefine the impeller trim. By analysing these static components in conjunction with the thermodynamic operating conditions specified in the original OEM datasheet, we successfully calculated the optimal blade profile from scratch.
Following the aerodynamic validation, CST generated a complete 3D solid model of the entire rotor assembly. This encompassed the new impeller, shaft, locking nut, shaft sleeve, and all associated rotational hardware.
CST developed and issued the comprehensive technical documentation required for manufacturing. This included detailed 2D construction drawings, exact raw material procurement specifications, machining tolerances, assembly procedures, overspeed testing requirements of the impeller and dynamic balancing protocols for the rotor assy.
All engineering, manufacturing, and testing phases were executed in strict adherence to API 617 standards for axial and centrifugal compressors, ensuring the new rotor met current safety and reliability benchmarks for the O&G and processing sectors.
Engineering a mechanical replacement was only half the solution. The joint team also provided the client with critical process insights and operational guidelines designed to actively reduce the erosive conditions within the compressor and extend the equipment's lifespan.
The thermodynamic re-engineering and manufacturing phases were successfully completed in Q3 2025. The newly fabricated replacement rotor was delivered and installed at the North Carolina facility in Q4 2025, successfully restoring reliable operation to the grain drying process.

Beyond mitigating immediate CapEx and downtime, this project established a foundation for long-term operational excellence. CST and Blackstone can now reliably supply alternative components for this legacy compressor. Furthermore, the team gathered vital technical data — including thermodynamic condition of steam, tip velocities and specific geometric factors contributing to the unfavorable conditions — to support a deeper engineering study.
This project established a repeatable supply and engineering framework for the Allis-Chalmers D16 platform. CST and Blackstone are continuing to work with the client on advanced impeller improvements, including structural redesigns and anti-erosion coating solutions, with the objective of extending service life beyond the current baseline."
Dealing with accelerated impeller wear or a legacy compressor with no OEM support? Contact our engineering team for a preliminary assessment.
